The challenge of post-weld corrosion
Welding is a critical process in the manufacture of metal components, especially when working with materials such as stainless steel plates that are designed to be durable and aesthetically attractive. However, a common and significant problem encountered after welding is the unexpected appearance of rust or corrosive. This is particularly confusing for manufacturers and end users who have precisely chosen stainless steel because of its inherent resistance to this degradation. Understanding why this happens, and more importantly, how to prevent rust is crucial to maintaining the integrity, life and appearance of welded stainless steel structures and products. This article will dig into common causes of rust after welding and provide a comprehensive solution to ensure your stainless steel project is still original.
Understand the rust after welding of stainless steel
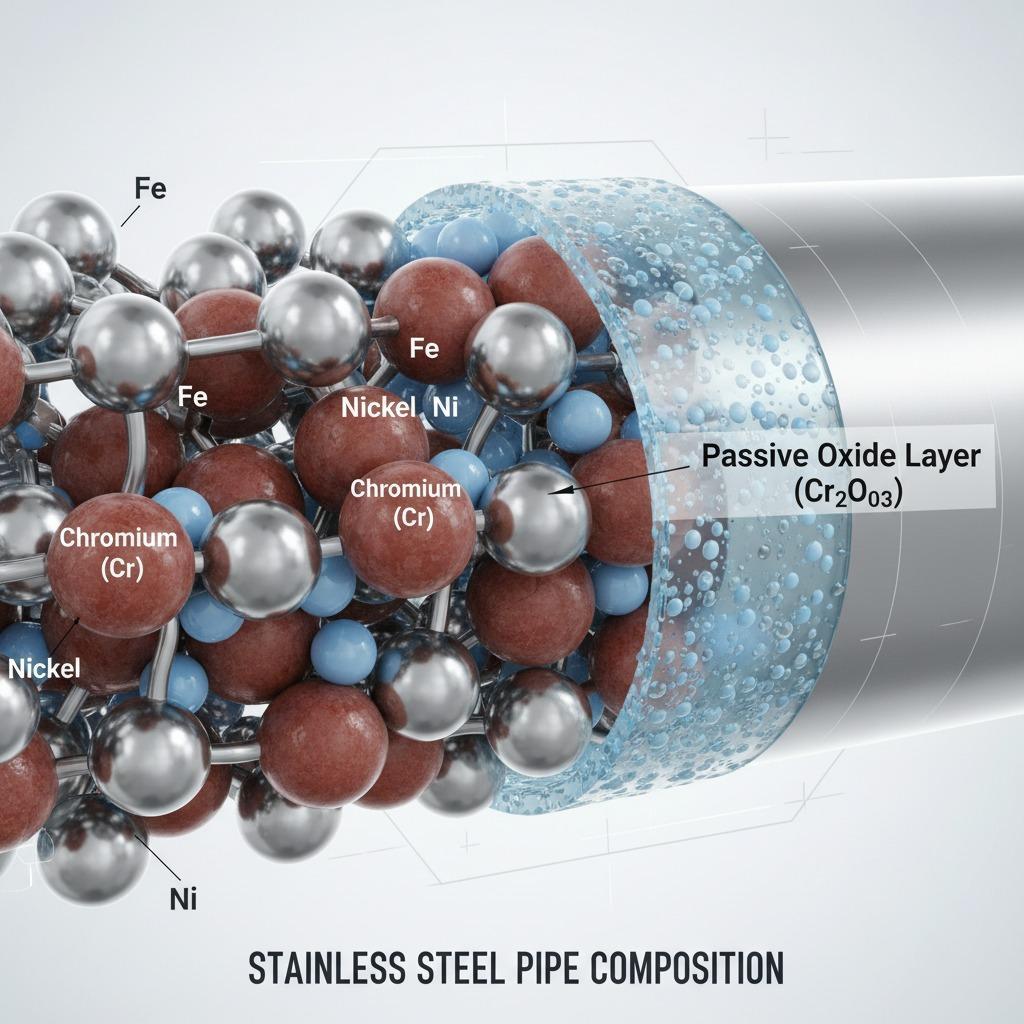
The significant corrosion resistance of stainless steel is mainly due to the thin, invisible and self-healing layers of chromium oxide on its surface. This passive layer protects the base metal from environmental attacks. However, the strong heat generated during welding can destroy the protective layer, making the stainless steel plate vulnerable. Several factors contribute to this vulnerability. A key phenomenon is "sensitization", in which carbon fibers precipitate at grain boundaries within certain temperature ranges (usually 450-850°C). This depletes chromium from adjacent areas, thereby impairing the formation of the chromium oxide layer and forming local areas that are susceptible to corrosion. Another problem is the formation of "hot colors" or oxide scales, which are areas that are significantly discolored near the weld. The components of these scales have different compositions and lower chromium content from alkali metals, making them less corrosion resistant. In addition, carbon steel tools, grinding dust or welded contaminants can embed iron particles onto the surface of the stainless steel, which then rust and can initiate corrosion on the stainless steel itself. Even atmospheric pollutants that settle on damaged surfaces after welding can cause adverse reactions.
Pre-welding strategies for preventing rust
Effective rust prevention starts even before welding arc impacts. Proper preparation of stainless steel plates and welding environments can significantly reduce the risk of post-weld corrosion. First, it is crucial to the careful cleaning of the surface to be welded. Any grease, oil, paint, cutting fluid or existing scales must be thoroughly removed. Using appropriate solvents, these solvents leave no residue behind and make sure that the cleaning tool itself is made of stainless steel or non-resistant amino acid material. Avoid using carbon steel wire brushes or grinding wheels that have been used on carbon steel before, as this is a common source of iron contamination. Second, the appropriate grade of stainless steel is selected for application and the welding process is crucial. Certain grades, such as stable stainless steel (e.g. 321 or 347) or low carbon grades (e.g. 304L or 316L), are less susceptible to sensitization. It is also crucial to use the right filler material that matches or enhances alkali metal corrosion resistance. Proper joint design and decoration can also minimize heat input and residual stress, further contributing to better corrosion resistance.
Best practices during welding to minimize corrosion risk
The welding process itself plays an important role in the subsequent corrosion resistance of stainless steel plates. Controlling heat input is a key factor. Excessive heat input increases the possibility of sensitization and expands the heated zone (HAZ), thus making larger areas susceptible to corrosion. It is beneficial to use welding techniques that minimize heat input, such as using the lowest practical amps, to travel faster, and using longitudinal beam beads instead of wide braid beads. Mutual temperature control is also important. Allowing the workpiece to be sufficiently cooled between the welding channels helps prevent excessive heat buildup. Furthermore, ensuring adequate shielding gas coverage (usually argon or argon mixture) is critical to protecting the melt welding pool and adjacent hot surfaces from atmospheric oxygen and nitrogen, which can form harmful oxides and nitrides. Appropriate airflow and nozzle distance must be maintained. For critical applications, removing the back of the weld with an inert gas prevents oxidation on the inner surface of the pipe or water tank, which is crucial to maintain the integrity of the entire material.
Effective post-welding treatment: How to effectively prevent rust
Even during the best welding and welding process, surface changes after welding are inevitable. Therefore, post-weld treatment is crucial to restore corrosion resistance in affected areas and how to prevent rust in the long run. The main objectives of these treatments are to remove any contaminants, heat color, oxide scale, and restore the passive chromium oxide layer. Mechanical cleaning methods such as polishing, blasting with stainless steel brushes (only for stainless steel) or with clean, iron-free abrasives such as glass beads or walnut shells can eliminate defects and scales on the surface. However, mechanical cleaning alone may not be sufficient to restore complete corrosion resistance, as it sometimes embeds contaminants or applies the surface without completely eliminating the damaged layer.
Chemical treatment is usually more effective. Marinating involves applying an acid solution (usually a mixture of nitric acid and hydrofluoric acid) to remove the heat color, oxide scale and embedded iron particles. The process etches a very thin metal surface and exposes a fresh, clean surface with its original chromium content. After marinating, a thorough rinse is essential to remove all acid residues. Passivation is another critical chemical treatment that enhances the spontaneous formation of protective passive layers. It involves treating stainless steel surfaces with an oxidized acid solution (usually nitric or citric acid). Passivation does not remove metal like pickling. Instead, it removes free iron and other contaminants from the surface and promotes the growth of thicker, more uniform, and more protective chromium oxide films. For many applications, mechanical cleaning, then marinating and/or passivation provides the most powerful solution. Electropolishing is another advanced finishing process that removes microscopic layers of material, including any heat colors and surface defects, resulting in unusually smooth, clean and highly corrosion-resistant surfaces. Choosing the correct post-welding treatment depends on the grade of the stainless steel, the severity of the heat color, the corrosive environment and aesthetic requirements of the application. After welding, each step is effective for cleaning and passivation of the material, which helps achieve the best results.
Maintain corrosion resistance: substance selection and maintenance
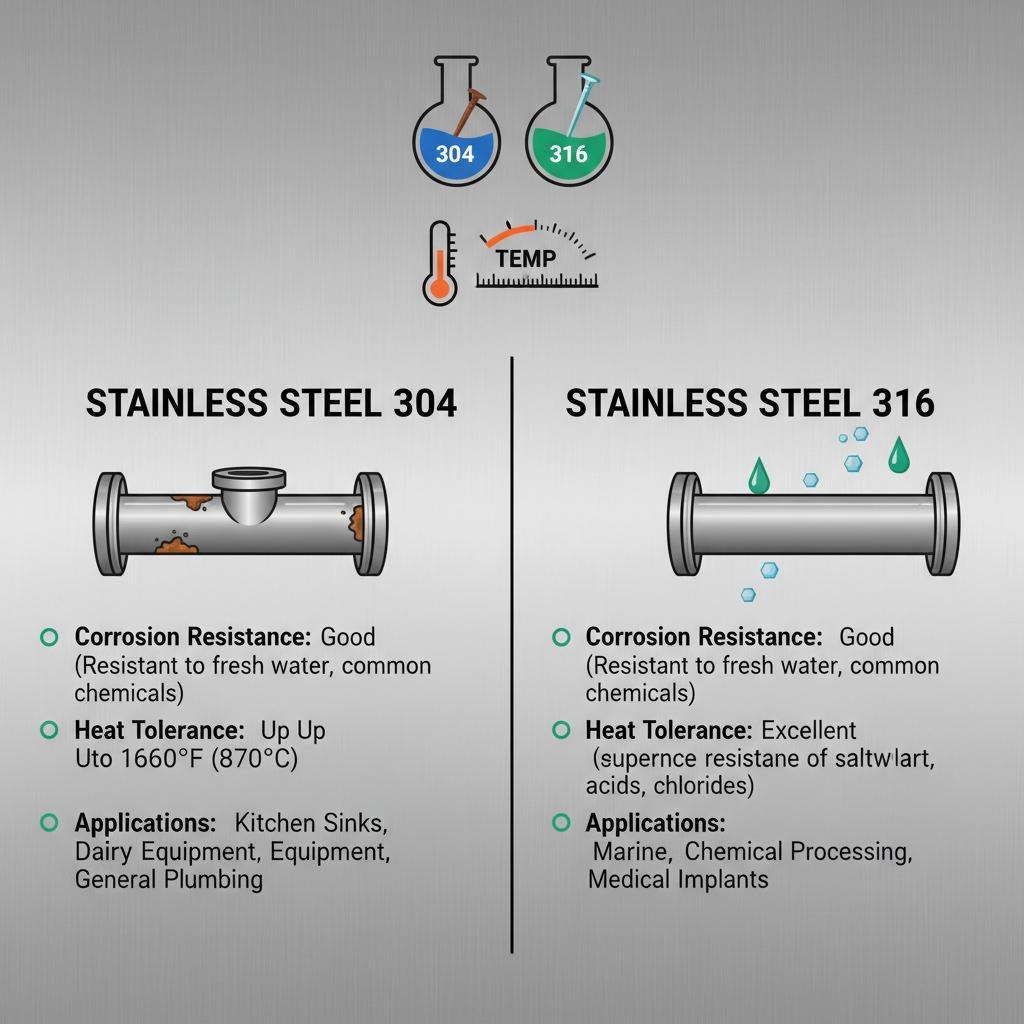
In addition to direct post-welding treatments that show how to prevent rust, the long-term performance of welded stainless steel manufacturing depends on choosing the appropriate grade from the outset for the intended service environment. Different levels of corrosion resistance are provided. For example, molybdenum-containing grades (e.g. 316 or 316L) have higher resistance to chloride-induced pitting and crevice corrosion than standard 304 or 304L levels, making them more suitable for marine environments or applications involving chlorinated solutions. If greatly reduced for complex post-weld treatments or future maintenance, using higher-quality materials that are strictly necessary can sometimes be a cost-effective strategy. Additionally, regular inspection and cleaning of stainless steel structures, especially in aggressive environments, can help identify and mitigate potential corrosion problems before being severe. Gently clean with gentle detergent and water, then rinse with clean water, which can remove surface deposits, which may trap moisture and contaminants, resulting in local corrosion. Avoiding contact with corrosive chemicals or different metals that may cause electrocorrosion is also part of good maintenance practices.
Ensure the long-lasting integrity of welded stainless steel
Preventing stainless steel rust, especially in challenging areas affected by welding, requires a multi-faceted approach. From meticulous welding preparation and optimized welding techniques to thorough post-weld cleaning and chemical treatments such as pickling and passivation, each step is critical. Understanding the mechanisms in which welding can damage the natural defense capabilities of stainless steel allows manufacturers to implement effective strategies. By focusing on positive measures, the inherent advantages of stainless steel (its strength, durability and aesthetic appeal) can be retained in the life expectancy of the application. The investment in appropriate procedures is a small price to ensure the long-term integrity and performance of welded stainless steel components, thus protecting them from the harmful effects of corrosion.